Using Marlin’s auto leveling for PCB milling
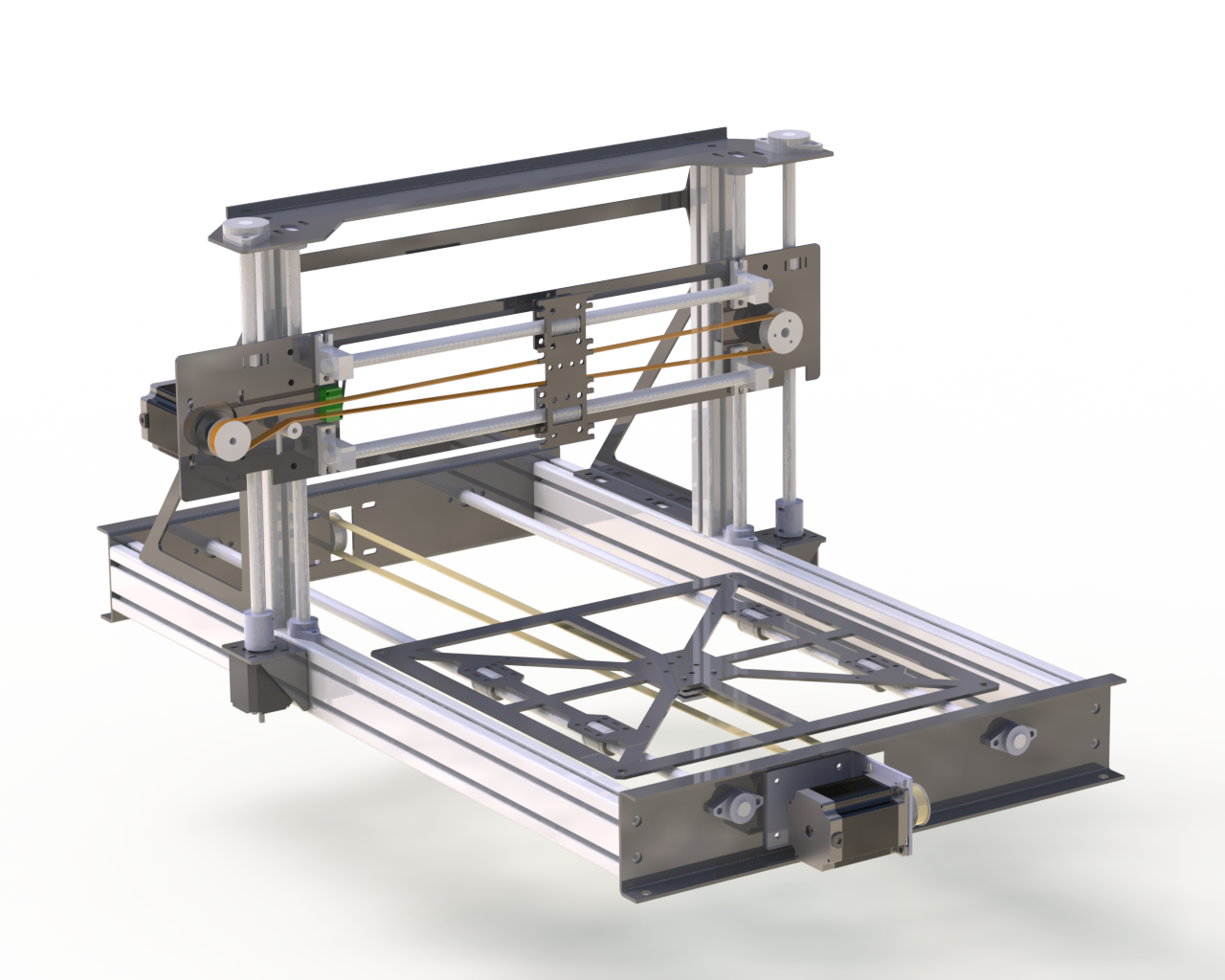
As I’ve stated earlier, I designed my 3D Printer with light milling operations in mind. One of the activities I intended to tackle was the subtle art of PCB milling. It seems pretty straightforward at first: get a new/raw PCB (printed circuit board), use something like FlatCAM to generate G-Code from your Gerber files, get yourself … Read more